Camberley Rubber Mouldings offers a comprehensive range of bespoke rubber production tailored to your specific technical and commercial needs. As one of the leading rubber suppliers in the UK we have developed innovative ‘rubber engineering’ solutions for even the most challenging applications.
Often seen as the most basic method of rubber moulding, compression mould tooling is generally lower in cost than injection mould tooling. Therefore, it is common for customers with lower quantity requirements to use this option for low volume products.
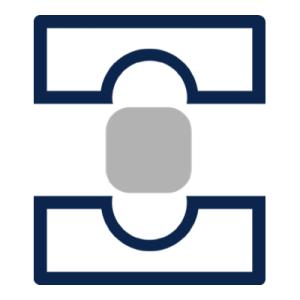
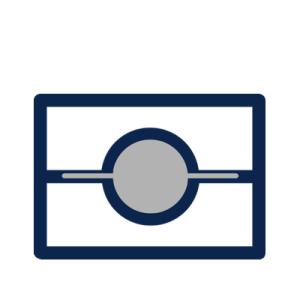
Rubber compression moulding requires a carefully measured amount of uncured rubber to be loaded into the bottom section of the preheated moulding tool. The two halves of the tool are brought together, forcing the rubber material to conform to the shape of the tool cavity. The material is compressed and heated over a pre-determined time, during which the material cures (or vulcanises) and solidifies into the desired shape. The two halves of the tool are then opened and the newly created rubber part is removed.


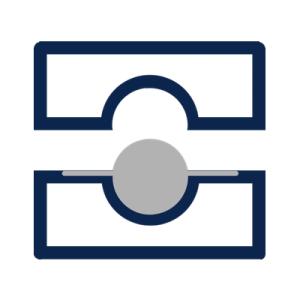
Due to the fact that the compression moulding tool is open at the start of the process, compression moulding will tend to have more ‘flash’. This is where the tool split lines occur. It is generally trimmed after the compression moulding process has been completed.
Please refer to step 3 shown below as an example.
Depending on the application, compression moulding may be the best option for your requirements and remains an integral part of the rubber moulding solutions we offer at Camberley Rubber Mouldings.